此外,因我厂循环水质较差,为保证冷水机冷凝器的换热效果,冷凝器冷却上水管路上又增加一个Y字型过滤器。
(6)为减少分子筛吸附器切换时对上塔压力的影响,产品氧氮放空阀公称通径从DN200改为DN300。经开车验证,此改进是成功的。此外我们在1%液氧排放管出冷箱后,进喷射蒸发器前,加一个DN400截止阀,以防气动调节阀失去关严作用时,用截止阀来控制。
(7)5TYD160型空压机送气阀和放空阀选用气动调节阀。这样无论压缩机因何种事故带压停车,送气阀自动关闭,放空阀自动打开,能有效起到保护压缩机的安全作用。
另外,针对我厂新6000m3/h空分设备投运后,存在着空压机无备机,而我厂原为“3200”空分设备配套的两台LG63C1×2-63D螺杆空压机,一用一备。为充分发挥备用空压机的作用,在两台螺杆空压机出口总管上分别引出两个DN500蝶阀,一个阀向切换板式6000m3/h空分供气,另一个阀往新6000m3/h空分供气,解决了两台螺杆空压机为两套空分不同供气压力的备用机问题。在新6000m3/h空分投运后,我们曾用螺杆空压机供过气,实践证明效果较好。
2 装置调试开车
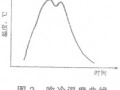
1997年10月9日14:30,启动膨胀机开始冷开车,历经81小时,生产出合格量的产品氧氮气。总结开车经验,经历了几个曲折过程,具体有以下几个问题:
(1)下塔液空液位变送器平衡阀未关严,使下塔液位长时间的恒定在300mm,由此而导致在工况调节上的失误,致使下塔阻力计正压管进液,下塔阻力指示偏高达到28kPa(工艺指标15kPa)。
(2)下塔液空分析管接错位置,致使整个积液过程中液空纯度分析始终是空气中的氧含量。这个问题也引起在调节上的失误。最后把冷箱外的液空分析管接在下塔液位计备用正压阀上,得到了正常的液空纯度。
(3)在调整氧纯度上,氧气取出量在6000m3/h,但纯度只有98%左右,反复查其原因,是氧流量变送器正压管吹除阀未关严。关闭吹除阀后,经调整使氧产量与纯度达到了设计要求。
(4)在调整氮纯度上,我们按辅塔阻力工艺指标4.5kPa操作,有时提高到5.5kh左右,其目的是保证下塔阻力15kPa的工艺指标。但氮气纯度在纯化器交换过程中很不稳定,而且氮气中含氧多在40×10-6以上。为此,我们又稍开大V-8阀,把辅塔阻力提到6.3kPa左右,虽然下塔阻力低于15kPa,但氮气中含氧降到5×10-6以下,满足了我厂造气工艺对氮气高纯度的要求。
3 存在问题与建议
3.1 冷水机组
中国空分设备公司成套引进的美国顿汉·布什水冷式双螺杆单压缩机冷水机组,其运转性能良好,操作步骤高效而可靠。但该机组易出现冷凝器冷凝压力过高而引起的电机过载跳车,如在短时间内恢复不了运行,势必要造成纯化器后空气中CO2含量超标。该机组冷凝器压力是通过冷却水量调节控制,当出现冷凝器水入口过滤器严重堵塞或循环水温度升高,操作工又巡检不认真时,机组就出现突然停车。为此,冷水机组选用双压缩机和使用软化水以及增设冷凝器冷凝压力过高报警装置之后,应在工程设计配套上就引起重视,在操作工艺管理上还要加强 操作工人的岗位责任心。
3.2 增压机冷却器
两台增压透平膨胀机配套的增压冷却器,在工艺流程上是合二为一使用,冷却水 是来自冷水机组后的节流降压低温水。其结 构是钢制管壳式,即管程走气壳程走水。这就与冷水机组是相同的水质要求,而我厂现在使用的冷冻水是循环水,其水质是靠冷冻 水泵入口过滤器来保证,这也不利于增压冷 却器的长期使用。
3.3 空冷塔后设分离器
空气经纯化器后再进主换热器,但在操作中若出现空气经空冷塔流速快或循环水大量加药,都可能把水带进纯化器内,加重了 纯化器床层下部分子筛的吸附量,次数较 多,要影响分子筛的使用周期。为此,建议空分设备制造厂家,应在分子筛流程中,空冷塔后空气管路增设水分离器,以有效避免在出现意外事故时,把水带入纯化器内。