空分制氧设备新技术研究及展望
曹德民 (海南钢铁公司动力厂 海南 昌江 572700)
摘要:本文从工艺流程,主要单元设备技术特点,安全可靠性及其它性能,产品技术参数及运行情况等方面介绍全低压流程小空分设备的技术先进性和低能耗小型空分设备的技术进步,实际运行证明,该设备具有操作压力低,产品质量高,可变工况生产和运行稳定等特点.简述我国空分行业发展现状和发展方向及新工艺,新技术,新产品的推广应用.
关键词:空分制氧新技术 研究及展望
我国空分制氧行业经历了50多年的发展,从50m3/h小空分机组开始,发展到目前已经投入使用的30000m3/h大型空分机组.随着空分技术的不断进步,空分设备在压缩系统,空气净化和预冷系统,制冷系统,精馏系统,自动控制系统等方面都取得了长足的发展.90 年代末空分设备领域进行了全面更新换代,工艺流程从中压向低压发展;空分设备生产品种多样化,改变了传统生产以氧气为主的气态设备,目前已实现同时生产双高纯度的氧,氮产品,双高纯度空分设备生产气态产品的同时能提供部分液态产品,还能生产全液体(液氧液氮)的小型液体设备以及气体的液化设备.空分制氧设备已普遍采用无油润滑空压机,氧压机,气体轴承透平膨胀机及液氧泵,完全实现了"无油三机".单元设备也采用了低压通用空压机,先进的铝材板翅式换热器,多孔表面管冷凝蒸发器以及长周期吸附器组等.这些技术的应用,减少了空分设备的冷损,降低了操作压力,提高了精馏效率,简化了操作程序,运行可靠稳定,最显著的特点是降低了制氧电耗和设备维护费用,真正实现了经济运行.
空分制氧设备最主要的运行成本是电能费用,设备维修及配件材料消耗费用,其次是人工成本.随着国民经济的快速发展,近年来空分设计开发领域显得十分活跃,主要体现在全低压流程空分设备的开发应用上.通过空分行业各制造厂的努力,一些能耗低,操作维修方便,运行性能安全可靠,价格便宜且技术成熟的全低压流程小空分设备陆续投入市场,满足了用户的需要并引导着空分设备市场向前发展.下面根据本人掌握的资料和了解的情况,就全低压流程小空分制氧设备的技术先进性介绍如下:
(一),全低压流程小空分设备的工艺流程
当前,国内空分行业制造厂已经开发生产的全低压空分设备,大多采用了返流膨胀工艺流程.采用了返流膨胀工艺流程有如下优点:1,由于空分设备的单位冷损大,采用返流膨胀工艺流程可充分利用压力能,在实际生产过程中大大提高了气体产品提取率;2,返流膨胀有一定的膨胀前压力来确保制冷量,由于压力能得到充分的利用,所以空压机排气压力只要求在0.65~0.75mpa 之间即可,大大降低了原料压缩空气的工作压力.3,缩短设备起动时间.起动时间是空分制氧设备用户十分关注的问题,起动时间长,用户成本增加,但最关键的是要影响设备的间断起动性能,通常来说起动时间长,间断起动的时间也长,对市场的适应能力就越差.返流膨胀流程可以在起动阶段提高进口压力,从而提高膨胀比和进气量,缩短起动时间.
(二),全低压小空分机组主要单元设备技术特点
1,空压机
由于采用了低压流程,空压机选用了国内外专业生产厂的定型无油润滑空压机,提高了设备的可靠性,增强了通用性,降低了使用成本.空分设备选配排气压力小于0.8mpa的动力压缩机,由于低压动力压缩机品种,规格多,这在选型上为设计者提供了比中压流程多得多的选型机种和规格.排气压力小于0.8mpa的动力压缩机,比中压流程选用的动力压缩机在构造上要简单得多,易于维修,维修费用少;且所配电机额定功率较低,生产用电单耗也会明显下降.动力压缩机通用性高,制造批量大,价格便宜.所以选用价格低廉的动力压缩机后,成套设备的造价也随之便宜.
2,预冷机组在预冷机组的设计中引入了大型空分设备的设计理念,采用了氮水预冷系统.
小型空分设备用户的需要通常以氧气为主,氮气为辅,在用氮用量不大的情况下氮气有较大富裕,为使用氮水预冷系统提供了条件,不仅降低了能耗,更重要的是运动部机减少.氮水预冷系统只有高压循环水泵,其维护要求与成本低,可靠性高.
3.纯化器通过采用双层床设计,降低再生温度;同时利用空压机的热量预热再生气体,电加热器功耗明显下降.
4.透平膨胀机返流膨胀工艺为气体轴承透平膨胀机提供了良好的工作条件:一是转速低,运行可靠;二是轴承气压力有保障;三是膨胀比小,效率高.
5.分馏塔采用密封冷箱和提高保冷性能来减少冷损,同时提高分离效率.冷箱内采用全铝结构,降低泄漏的可能性.还采用了必要的技术措施来缩短设备的起动时间.由于全低压小空分设备主换热器,主冷和过冷器全部使用铝制板翅式换热器,所以同时也采用了铝制精馏塔和铝制塔内管路,这就大大提高了精馏塔和冷箱内配管的焊接和制造质量.因此全低压小空分设备彻底摆脱了铜塔钎焊容易泄漏的弊端,实现了冷箱内设备的全铝结构.所以说全低压小空分设备实际上是一套焊接质量可靠的全铝制空分设备.
(三),全低压流程小空分设备安全可靠性及其它功能
1.安全可靠性.整套空分设备工作压力降低,泄漏的可能性减小,安全可靠性较好.安全是空分设备在设计,制造,运行中必须重视的一个问题.在全低压流程空分设备的设计中,考虑到设备运行周期为十二个月,期间还有许多次的间断停机,如果没有安全措施,可能会发生重大安全事故.为此该型设备设置了液氧安全汽化装置来确保设备的安全运行.
2.能快速启动.空分设备能快速启动,这对于大部分制氧站来说都是十分关键的.由于受到气体销售,设备检修,停电等多种原因的影响,间断运行的时间往往是无法控制的.全低压空分设备采用了透平膨胀机及预冷机组装置,大大提高了机组的产冷效率;所配精馏塔采用了全铝板材结构,保温性能较好,因此全低压空分设备可实现间断运行时的快速启动,避免了启动时间长所造成的浪费.
3.可变负荷操作.为了确保设备经济运行,增强用户对市场的应变能力和适应能力,全低压空分设备除了增强设备短期停机的应对能力外,还可通过空压机供气量的变化来实现生产负荷的变化,使空分机组变工况运行,从而实现设备的经济运行.
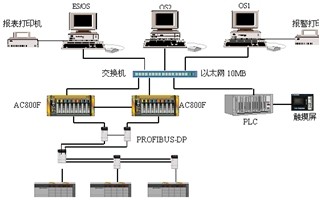
4.仪控装备自动化.仪控装备与空分设备长期稳定运行有直接的关系.全低压空分设备采用差压变送器测量液位,产品流量等,由数显仪显示.目前预冷机组冷却水泵采用变频技术,而纯化器,分馏塔,膨胀机等部分采用plc控制,液晶触摸屏显示,使空分设备仪控水平得到明显提高.
5.全低压空分设备除了采用低压流程和全铝板换热器达到降低装置工作压力和减少装置冷损外,还对装置能量的综合利用采取了有效措施.如设置了回热器,利用空气压缩机的压缩热来加热进纯化器的再生气,有效地降低电加热器的电功率,从而降低电加热器的电耗.
(四),全低压流程小空分设备产品技术参数及运行情况
目前,我国空分设备行业制造厂生产的全低压小空分设备规格有:80,150,170,180,200,300,350,600m3/h 等.根据国家机械工业气体分离与液化设备产品监督检测中心对各型空分设备实测报告资料,以kdon-80/40型和kdon-70/100型全低压空分设备为例,主要技术参数见下表:
在其它性能方面:
(1),间断开车:经过对kdon-170/100型全低压空分设备的实际测试,在停车8小时后,起动20分钟即可出氧,40分钟可达到全部设计指标(不灌注液氧).
(2),快速起动:停机更长时间,特别是热起动时采用灌注液氧方案,可使起动时间缩短6小时.
(3),变负荷操作:通过不同空压机的组合,使kdon-170/100 型空分设备具有75%-100%-125%的负荷调节范围,即氧产量为130m3/h~170m3/h-230m3/h的有段式负荷调节,而单位能耗变化不大.
以上可见,全低压流程空分制氧设备有效地降低了空分设备的运行成本,提高空分设备运行的经济性,实现节能降耗,增产创效.我国空分技术已走过几十年的发展历程,流程结构不断升级换代,机器设备不断更新完善,都是为了更节能,更安全,更可靠.在当前能源紧缺,尤其是气体行业竞争十分激烈的大形势下,低能耗,更安全,更可靠的全低压空分设备应运而生,不断显现其活力.全低压流程空分设备已经在国民经济持续发展的今天,以其工艺流程的技术先进性优势,在空分领域处于主导领先地位.目前,空分设备行业制造厂生产的空分制氧设备,均采用全低压工艺流程,已形成系列化,规范化生产,并得到了用户的广泛好评.
参考文献:
[1] 祉佑,石秉三主编.《制冷及低温技术》 上,中,下册.北 京:机械工业出版社
[2] 允恺等编著.《空气分离设备基础知识》.北京:机械工业出版社, 杭州制氧机研究所:《深冷技术》,1998~2003 版期
作者简介:
曹德民,男,1968 年 8 月出生,机械工程师,海南钢铁公司动力厂技术管理员.通讯地址: 海南省昌江县石碌镇海钢公司动力厂,电话: 0898-26609603 cdm2569@126.com. 13907662569,传真: 0898-26607414.